
a machine for the pressure shaping of metal and other materials between rotating rolls (rolling). In a broader sense, a rolling mill is an automatic system or line of machines that performs both rolling and auxiliary operations: transport of the original billet from the stock to the heating furnaces and the mill rolls, transfer of the rolled material from one groove to another, turning, transport of the metal after rolling, cutting into sections, marking or stamping, trimming, packing, and conveyance to the stock of finished product.
Historical outline. It is not known when and where the first rolling mill was used. The rolling of nonferrous metals (lead, tin, copper, and alloys used in coinage) was undoubtedly practiced before the rolling of iron. The earliest document describing a machine used in rolling is a captioned drawing made by Leonardo da Vinci in 1495, which shows a device used to roll tin. Until approximately the end of the 17th century, rolling mills were manually operated. The first water-driven mills date to the 18th century. The industrial rolling of iron began in about the 18th century. In Russia, the rolling of iron became especially well-developed in the Ural Mountains. Rolling mills were used to produce roofing iron, to flatten wrought iron billets into strips or sheets, and to divide forged bands lengthwise into reduced sections with square or rectangular cross sections (so-called cutting mills).
Steam engines were first used to drive rolling mills in the late 18th century. Rolling became one of the three major components in the production cycle at metallurgical factories, gradually replacing the less efficient method of forging. During this period, the first industrial use was made of the rolling mill with grooved rolls, invented by H. Cort of Great Britain in 1783. In time, rolling mills were subdivided into cogging, sheet, and section mills. In the 1830’s and 1840’s, the rapid development of railroads in various countries led to the use of rolling in the manufacture of rails. In 1856 and 1857 the first mill for rolling large beams was set up in the Saar, Germany.
The principle of continuous hot rolling of sheets found its first practical application in 1892, when a semicontinuous mill was put into operation in Teplice, in present-day Czechoslovakia. The first continuous wide-band sheet mill was constructed in 1923 in the USA. Cold rolling of sheets was begun in the 1880’s, and the cold rolling of pipes was introduced in 1930 in the USA.
The first Soviet achievement in the manufacture of mills was the construction of two blooming mills at the Izhora Factory. In 1933 these two mills were placed in operation at the Makeevka and Dneprodzerzhinsk metallurgical factories. In the 1940’s, 1950’s, and 1960’s, the All-Union Scientific Research and Design Institute for Metallurgical Machine Building (VNIIMETMASh) designed a series of rolling mills for new technological processes that made it possible to roll many items previously manufactured by other, less efficient methods. The items included thin-walled flangeless pipes, tapered sheets, variable round sections, spheres, sleeves, coarse-pitch screws, and gilled pipes. Between 1959 and 1962, VNIIMETMASh and the Electric Steel Factory for Heavy Machine Building designed a number of fundamentally new pipe mills with infinite reduction of pipes, both by furnace and high-frequency welding. In addition, mills were designed for the continuous rolling of seamless pipe (mill model 30–102) with outputs by some ten times higher than those of other mills of the time (about 550,000 tons annually). During this period, the first mills designed by VNIIMETMASh, the Scientific Research Institute of the Automotive Industry, and the Gorky Automotive Plant for the rolling of cylindrical and conical wheels were put into operation.
Classification and design.
The major factor determining the design of a rolling mill is the mill’s function relative to the range of production or the technological process. Based on the range of production, rolling mills are divided into billet mills (including mills that roll slabs and blooms), sheet and band mills, section mills (including beam and wire mills), and mills that roll tubes and various parts (tires, wheels, axles). Rolling mills are also classified on the basis of their technological processes as casting and rolling units, mills for the reduction of ingots (including slab and blooming mills), reversing single-stand mills, tandem mills, multistand mills, continuous mills, and cold-rolling mills. The size classification of a rolling mill designed for rolling sheets or bands is determined by the roll body. The size classification of a rolling mill designed for billets and section metal is determined by the diameter of the rolls, and that of a tube mill is determined by the external diameter of the rolled tubes.
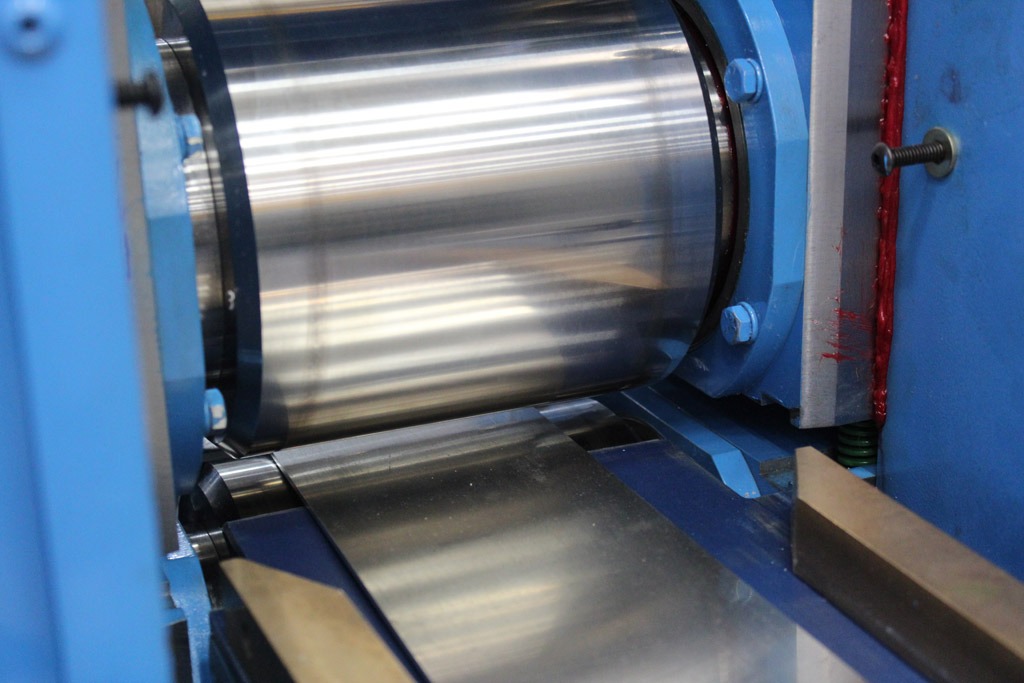
rolling machine
The apparatus for deforming metal between rotating rollers is called the main apparatus, whereas the apparatus for carrying out other operations is called the auxiliary apparatus. The main apparatus consists of a single line or of several main lines, each of which contains three types of devices: (1) one or several roll stands, consisting of the rolls, bearings, frames, adjusting gears, plates, and leads, (2) electric motors for turning the rolls, and (3) transmission devices from the motors to the rolls, consisting mainly of gear housings, spindles, and clutches. A reducer is sometimes placed between the gear housing and the electric motor. If each roller has its own electric motor, the transmission consists only of shafts. Mills with horizontal rolls are the most common and may be two-high, three-high, four-high, or multiroll. Stands with vertical rolls (edgers) are used to cog the metal on its side surfaces. Universal mills, in which the vertical rolls are placed near the horizontal rolls, are used to roll wide bands and H beams. In rotary-rolling, the rolls are placed askew in the roll stands at an angle to the feed. These mills are used for rolling tubes, axles, and spheres.
The number and arrangement of the roll stands of a rolling mill are determined by the function of the mill, the number of times the metal must pass between the rolls to produce a given section, and the assigned output. Eight types of rolling mills are distinguished on this basis. Single-stand mills include most blooming mills, slab mills, ball-rolling mills, and mills for the cold rolling of sheets, strips, and tubes. Mills with several roll stands are used when it is impossible to place the required number of grooves in one roll stand or when a high output is required. The most advanced multiple-stand mill is a continuous mill in which the metal is simultaneously rolled in several stands. Continuous mills are used in the hot rolling of billets, bands, section metal, wire, and tubes and in the cold rolling of sheets, sheet metal, and strips.
Rolling speeds vary greatly and depend mainly on the required output of the rolling mill, the range of rolled products, and the technological process. In cogging, billet, thick-sheet, and heavy mills, the speed of rolling is about 2–8 m/sec. The highest speeds are those attained by continuous mills when rolling section metal (10–20 m/sec), band metal (25–35 m/sec), and wire (50–70 m/sec) and when cold-rolling sheet metal (40 m/sec). Table 1 presents data on the output, drive power, and weight of the equipment of some of the most common rolling mills used in the USSR to produce hot-rolled steel.
Billet mills fall into two types, depending on whether cast ingots or continuously cast billets serve as the starting material. When cast ingots are used, the billet mill is also a cogging mill. Typical examples of these mills are slab mills, in which flat billets with large cross sections (slabs) are used, and blooming mills with an attached continuous billet mill, which are used if billets must be rolled for section or tube mills. Flying shears are sometimes installed after the last stand of these mills to cut the billets into segments of the required length. Alternatively, saws and racks are used for cutting, cooling, and inspection of the billets. When continuously cast billets are used, the billet mill is installed next to the machine for continuous casting in order to use the heat of the uncooled metal. Some billet mills are constructed in such a way that the cast billet proceeds from the ingot mold into the rolls of the continuous mill without cutting; in other words, an infinitely long billet is rolled that is divided by flying shears or saws into segments of the required length after leaving the mill rolls.
Sheet and band mills for hot rolling are designed to take plates 50–350 mm thick, sheets 3–50 mm thick, and reeled bands 1.2–20 mm thick. Thick-sheet mills usually consist of one or two two- or four-high stands, with roll bodies ranging in length from 3,500 to 5,500 mm. Additional stands with vertical rolls for cogging the side edges are sometimes attached to the front of the mill. Wide-band continuous or semicontinuous mills consisting of 10–15 four-high stands with 1,500–2,500 mm roll bodies and several stands with vertical rolls are the types most commonly used for rolling bands. All the rolled material is wound in reels weighing 15–50 tons. Because these mills are considerably more efficient than thick-sheet mills, they are also used for rolling sheets 4–20 mm thick; the sheets are made by unwinding the reels and then cutting the metal. Roll tables and a great deal of auxiliary equipment used in subsequent treatment of the rolled product and transport are installed on the side where the rolled metal exits the rolls. In thick-sheet mills, the auxiliary equipment includes straighteners, shears, and furnaces for heat treatment. In wide-band mills, the equipment includes coilers for rolling the bands into reels, a conveyor for transporting the reels, and equipment for unwinding the reels, straightening the metal, and cutting the metal into sheets.
Section mills vary widely in their features and in the arrangement of equipment. Universal mills for rolling wide-band beams usually consist of three or five stands arranged one behind another; two or three stands are universal stands with horizontal rolls about 1,350 mm in diameter, and one or two stands are two-high stands with rolls about 800 mm in diameter. Multistage rail and beam mills consist of two or several lines with three-high or two-high working stands and rolls about 800 mm in diameter. Multistage or semicontinuous mills for large sections consist of two or several lines with three- or two-high working stands and rolls about 650 mm in diameter. In addition, there are semicontinuous or noncontinuous multistage medium mills with two or three lines, mills for small sections, usually continuous or semicontinuous, continuous thin-band mills, and continuous wire mills.
Casting and rolling mills are the most efficient mills for producing wire made from aluminum and copper alloys. The wire is manufactured by a continuous process from liquid metal. After crystallization of an infinite ingot between the rim of the mill’s rotating wheel and the steel band covering the wheel, the rolling operation is carried out on a continuous mill. Output is 5–8 tons per hour.